
Producte
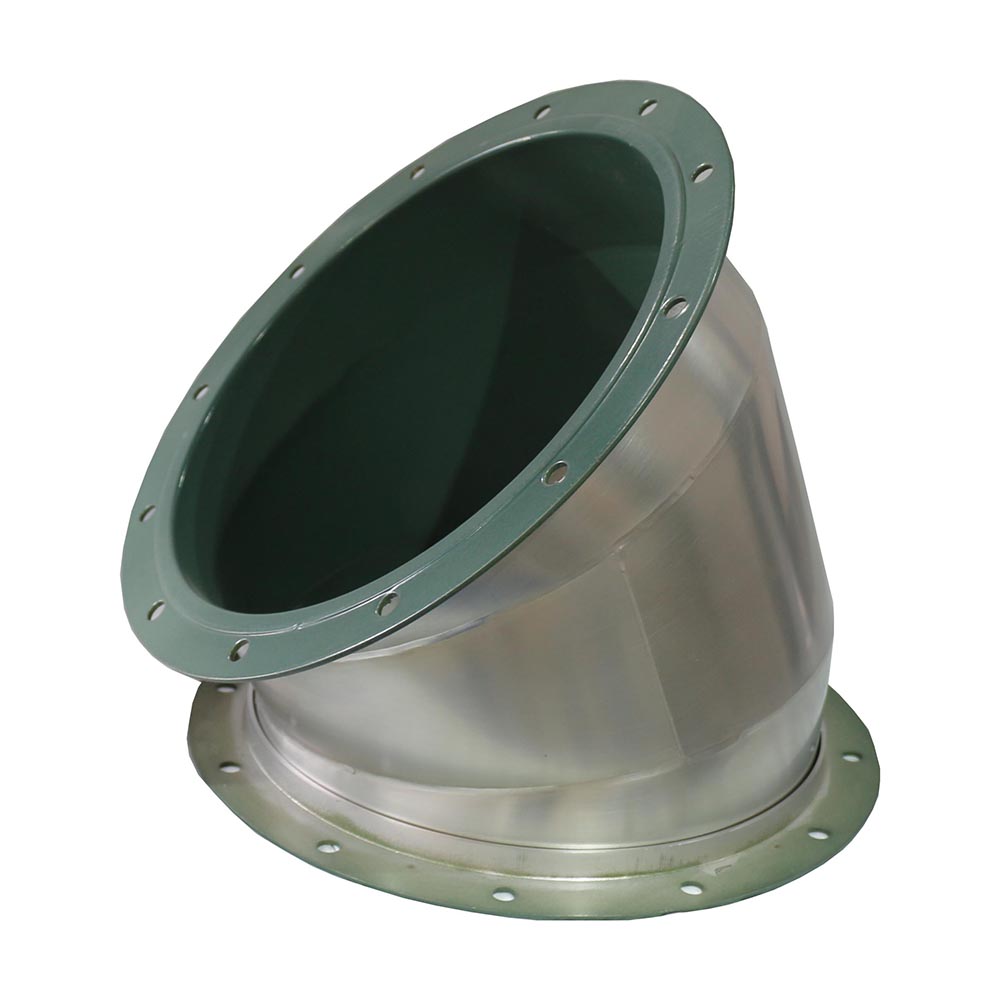

SUS304/ Revestiment de tefló Colze de 45 ° (3 Gore)


| Article núm. | Diàmetre (mm) | Grau | Radi (mm) | gore (PC.) | Gruix (mm) |
| E45-0250 | 250 |
|
|
| 0.8 (o sol·licitud del client) |
| E45-0300 | 300 |
|
|
| 0.8 (o sol·licitud del client) |
| E45-0350 | 350 |
|
|
| 0.8 (o sol·licitud del client) |
| E45-0400 | 400 |
|
|
| 1.0 (o sol·licitud del client) |
| E45-0450 | 450 |
|
|
| 1.0 (o sol·licitud del client) |
| E45-0500 | 500 |
|
|
| 1.0 (o sol·licitud del client) |
| E45-0550 | 550 |
|
|
| 1.0 (o sol·licitud del client) |
| E45-0600 | 600 |
|
|
| 1.0 (o sol·licitud del client) |
| E45-0650 | 650 |
|
|
| 1.0 (o sol·licitud del client) |
| E45-0700 | 700 |
|
|
| 1.2 (o sol·licitud del client) |
| E45-0750 | 750 |
|
|
| 1.2 (o sol·licitud del client) |
| E45-0800 | 800 |
|
|
| 1.2 (o sol·licitud del client) |
| E45-0850 | 850 |
| R=0)l |
| 1.2 (o sol·licitud del client) |
| E45-0900 | 900 | 45° | or | 3 unitats. | 1.2 (o sol·licitud del client) |
| E45-0950 | 950 |
| R=1,5x01 |
| 1.2 (o sol·licitud del client) |
| E45-1000 | 1000 |
|
|
| 1.5 (o sol·licitud del client) |
| E45-1100 | 1100 |
|
|
| 1.5 (o sol·licitud del client) |
| E45-1200 | 1200 |
|
|
| 1.5 (o sol·licitud del client) |
| E45-1300 | 1300 |
|
|
| 1.5 (o sol·licitud del client) |
| E45-1400 | 1400 |
|
|
| 1.5 (o sol·licitud del client) |
| E45-1500 | 1500 |
|
|
| 1.5 (o sol·licitud del client) |
| E45-1600 | 1600 |
|
|
| 1.5 (o sol·licitud del client) |
| E45-1700 | 1700 |
|
|
| 2.0 (o sol·licitud del client) |
| E45-1800 | 1800 |
|
|
| 2.0 (o sol·licitud del client) |
| E45-1900 | 1900 |
|
|
| 2.0 (o sol·licitud del client) |
| E45-2000 | 2000 |
|
|
| 2.0 (o sol·licitud del client) |
| E45-2500 | 2500 |
|
|
| 2.5 (o sol·licitud del client) |
Nota:
1. El diàmetre del conducte superior a 2000 mm està disponible a petició.
2. El gruix del conducte es basa en els estàndards de construcció de conductes industrials rodons SMACNA0classes 1 i 5 a pressió -2500Pa (-10 in.wg). I també es pot canviar a petició del client.
1. Tireu els accessoris de canonada a la sala de recobriment, comenceu a pintar, ruixeu amb una màquina de recobriment en pols electrostàtica i un tub de pistola de polvorització estès, ajusteu el temps de sinterització moderadament segons les característiques de les matèries primeres durant 15-20 minuts i el rang de temperatura de sinterització és 285°~300°C.
Inspecció de qualitat total del 2,100% (detecció de gruix de pel·lícula, detecció de forats), amb provador de gruix de pel·lícula per detectar el gruix de la pel·lícula de recobriment.El gruix de la pel·lícula és de 260 ± 30 μm.S'utilitza un detector de forats per detectar si el recobriment té forats.Ajusteu la tensió de detecció estàndard a 2,5 KV, si hi ha agulles que s'han de reparar o reelaborar.El gruix de la pel·lícula i els resultats de les proves de forats després de la inspecció de qualitat s'han de registrar al "Formulari d'inspecció de qualitat de Duct Coatung".
3. Un cop finalitzada la peça de treball, l'exterior del tub s'enganxa amb l'etiqueta de certificació FM, el número de sèrie de QC i l'etiqueta d'especificació del producte.La boca de la brida està segellada amb placa de PE o cartró corrugat buit de PP i es fixa amb cinta adhesiva de plàstic.
4. El diàmetre del conducte superior a 2000 mm està disponible a petició.El gruix del conducte es basa en SMACNA.I també es pot canviar a petició del client.









